I love technology. In my oppinion, the process of giving intelligence to an inanimate object is deeply creative. Moreover, technology offers more than just beauty or fun; it brings about societal change. It aids the transformation that led us from primates to what we are now (primates with less hair).
Industrial maintenance is the branch of engineering dedicated to the preservation, upkeep, and optimization of assets. I have devoted my heart and soul to this profession for over three decades. Here, you will find some notes and reflections on the subject.
Many factories organize their maintenance departments as if they were fire stations: they only think of them when there is an emergency. This mindset shifts the focus toward maintaining a skeleton crew whose only goal is to react quickly to crises.
We have grown accustomed to the Maintenance Manager as a “Rock Star”—someone who swoops in when everything collapses, offering a quick, creative, and often incredibly expensive fix. But more often than not, this brilliance is just a mask for a lack of strategy and misaligned resources.
Since the 1970s, when Japanese industry began treating equipment care as a collective responsibility through Total Productive Maintenance (TPM), the blueprint for success has changed. Modern maintenance departments need fewer egos and more teamwork. Individual talent must be balanced with a shared vision and a commitment to reliability over “heroic” repairs.
What can we do?
First of all, you should congratulate the team for their quick response and commitment. However, once the storm passes, it is time to reflect on why we reached this point of catastrophe. The Kaizen philosophy has a specific word for this.
(the following paragraph is part of the DETECTA manual).
Hansei: Reflect. What did we do wrong? What can we change? What should we avoid? Hansei does not look for culprits; it looks for the truth. Limit yourself to what you can control and be honest with yourself. If you deepen your knowledge of equipment and processes, even if circumstances do not allow for improvement, at least you will be able to increase your control and detect problems before they worsen.
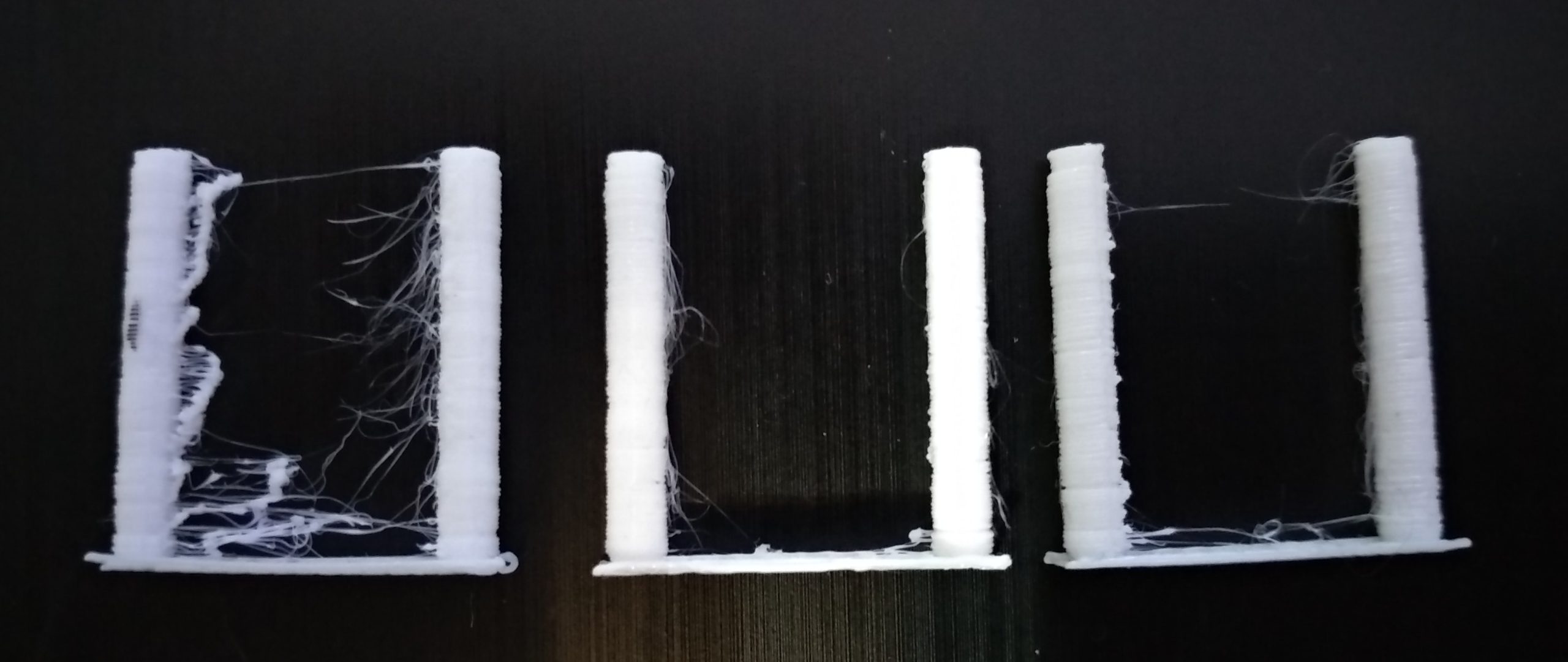
Aunque los resultados con la máquina tal y como llega son bastante satisfactorios, las piezas presentan un problema de hilos (stringing). Este problema está causado principalmente por una incorrecta calibración o por parámetros de retracción erróneos.
Las primeras piezas salidas de la máquina con el GCODE que está en la tarjeta SD proporcionada por el fabricante.
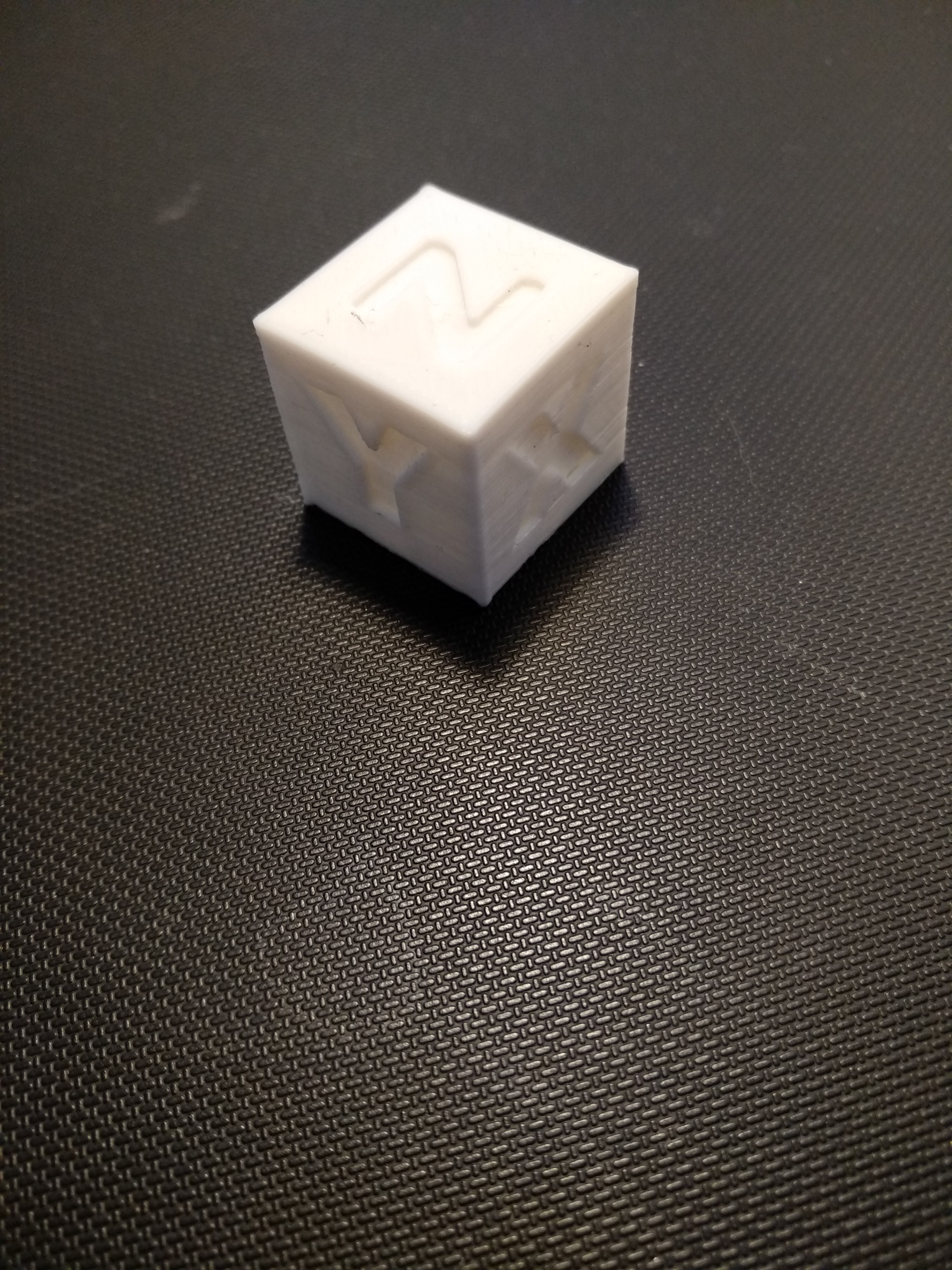
En primer lugar, imprimí un cubo de calibración de 20mm de lado para comprobar que los ejes estaban correctamente calibrados. Los resultados fueron bueno, y las medidas lo bastante buenas (menos de 0.1mm de error en los ejes X y Z, y unos 0.5mm de más en el eje Y. Tal vez más adelante me ponga con el ajuste fino de estos ejes, pero por ahora son lo suficiente buenos para mí.
Llegados a este momento, y tras consultar tanto la información disponible en la red como los consejos del grupo de Telegram de la Anycubic 4Max Pro, me vi en la necesidad de comenzar a ajustar los parámetros mediante ensayo y error.
La máquina es una impresora FDM Anycubic 4Max Pro con apenas 2h de funcionamiento. El extrusor es directo. Las especificaciones del modelo de extrusor y hot end las desconozco en estos momentos.
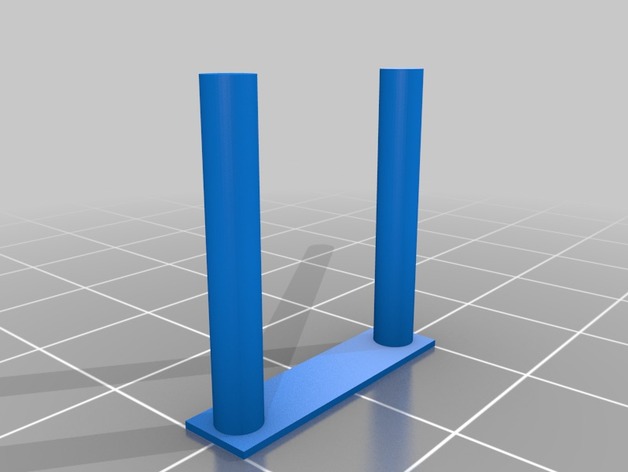
Para las pruebas elegí una pieza de calibración muy pequeña, en concreto ésta, obra del usuario Glyn, publicada en Thingiverse.
Fuente: Thingiverse
La gente que diseña piezas de calibración a menudo son usuarios expertos que apenas las van a utilizar más que en contadas ocasiones, además de que la información que proporciona la pieza les lleva a calibrarla perfectamente sin apenas necesitar pruebas. Sin embargo, un novato tiene que hacer muchas pruebas hasta encontrar la solución a un problema, y que cada calibración cueste media hora o más es algo poco realista. Esta pieza sirve para ver los progresos rápidamente.
Hice diez pruebas cambiando progresivamente los siguientes parámetros: distancia de retracción, velocidad de retracción y temperatura de impresión. Los valores de inicio que llevaba la máquina eran 6mm de distancia y 75mm/s de retracción.
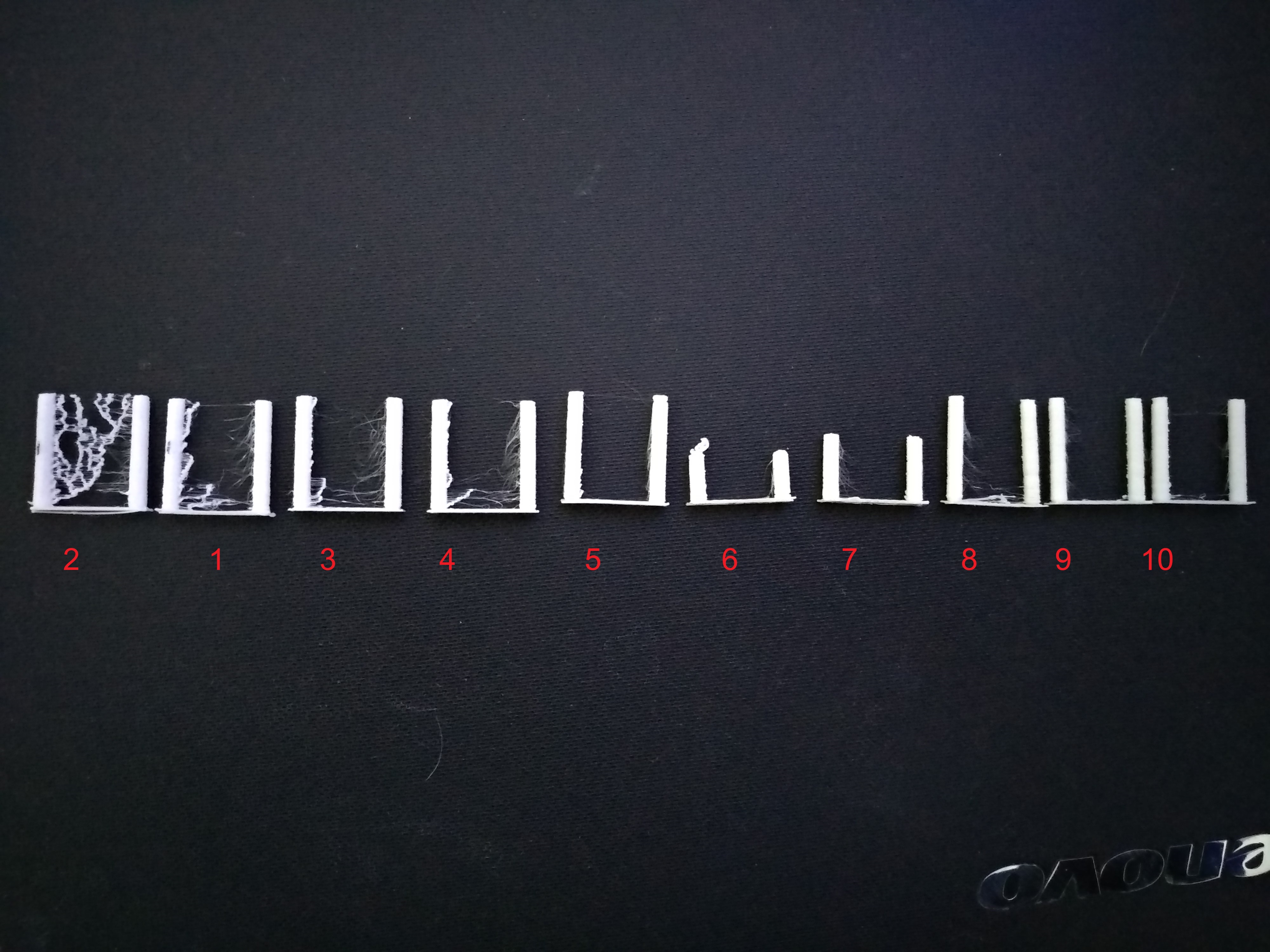
Resultados de las pruebas.
Las pruebas fueron: 01_stringing_test_4-30-215 Parámetros sugeridos por otros usuarios. 02_stringing_test_2-30-215 Bajada de retracción. Empeora sensiblemente. 03_stringing_test_6-30-215 Aumento de retracción. Mejora un poco. 04_stringing_test_6-60-215 Aumento de velocidad. No se aprecia mejora. 05_stringing_test_8-30-212 Aumento de retracción y bajada de temperatura. Mejora el string pero se reduce la calidad de impresión. 06_stringing_test_9-30-213 Aumento de retracción y temperatura. Fallo de extrusión a mitad de impresión. 07_stringing_test_9-30-215 Aumento de temperatura. Sigue fallando la extrusión. 08_stringing_test_8-35-215 Bajada de retracción y aumento de velocidad. La extrusión mejora pero la pieza tiene deformaciones. 09_stringing_test_8-30-213+210 Bajada de velocidad, temperatura y aumento de temperatura de inicio. Resultados aceptables pero la base presenta defectos de impresión (no se aprecia en la foto). 10_stringing_test_8-30-215+215 Resultado final aceptable aunque persiste el stringing.
En el nombre de la prueba, la primera cifra es la distancia de retracción, la segunda la velocidad, la tercera la temperatura y donde hay una cuarta es porque detecté falta de extrusión en las primeras capas y configuré la temperatura inicial para garantizar que empieza a la temperatura de trabajo (estaba inicialmente 15ºC por debajo de la temperatura).
Resultados
La primera conclusión que se extrae de la prueba es que aumentar la velocidad de retracción no mejora significativamente los resultados. Por otra parte, un aumento de la distancia de retracción más allá de 8mm provocó fallos de falta de extrusión, y las piezas quedaron incompletas. Los parámetros finales con los que he decidido trabajar son 8mm de distancia de extrusión y 30mm/s de velocidad de extrusión (la velocidad de impresión era de 60mm/s, pero desconozco si hay relación entre ambos parámetros). Es importante recordar que al igual que los parámetros de temperatura dependen del material en concreto, los parámetros de retracción también pueden estar relacionados con la máquina, así que no se pueden trasladar a otro tipo de máquinas con absoluta seguridad. Utiliza esta información como orientación y realiza tus propias pruebas.
Siguientes pasos El siguiente paso consistirá en comprobar los cambios con otros materiales, calibrar la extrusión mejor y un ajuste más fino de las velocidades. Si tienes alguna idea que aportar ponla en los comentarios.