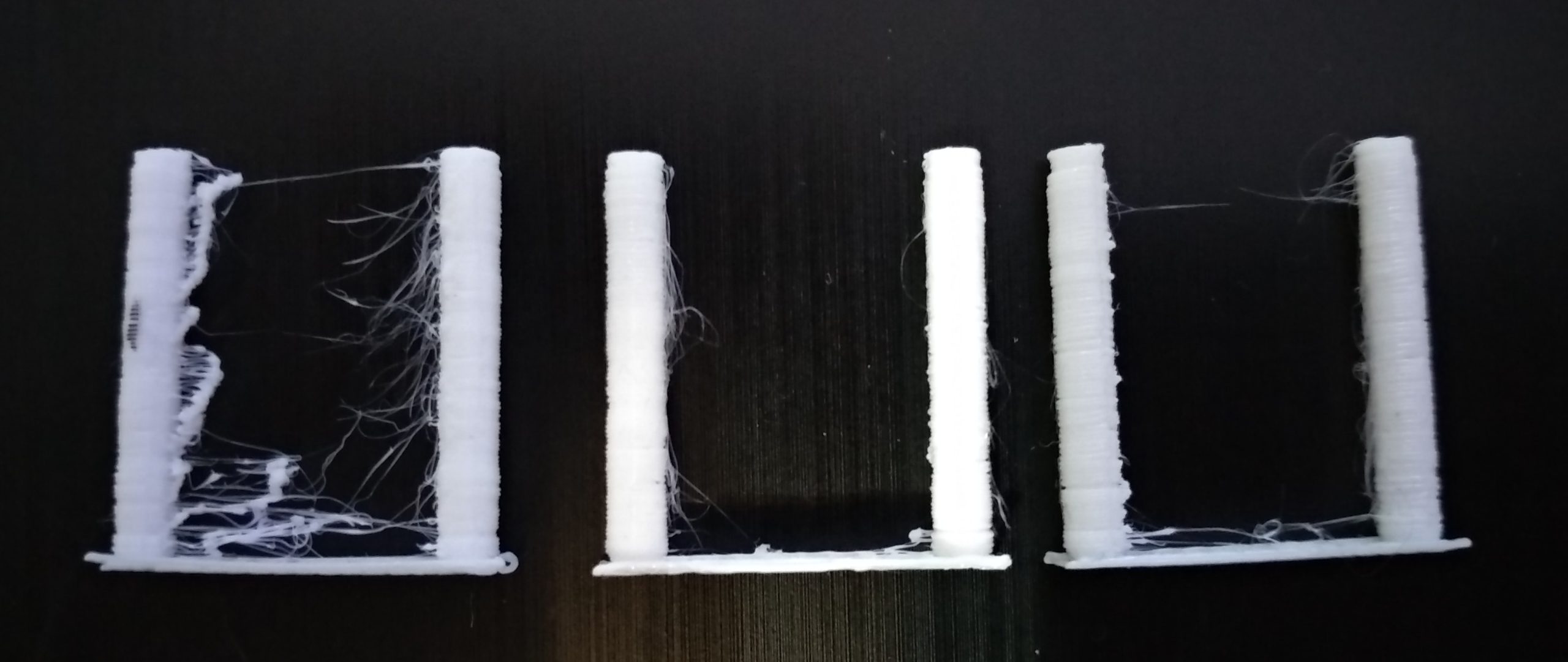
Aunque los resultados con la máquina tal y como llega son bastante satisfactorios, las piezas presentan un problema de hilos (stringing). Este problema está causado principalmente por una incorrecta calibración o por parámetros de retracción erróneos.

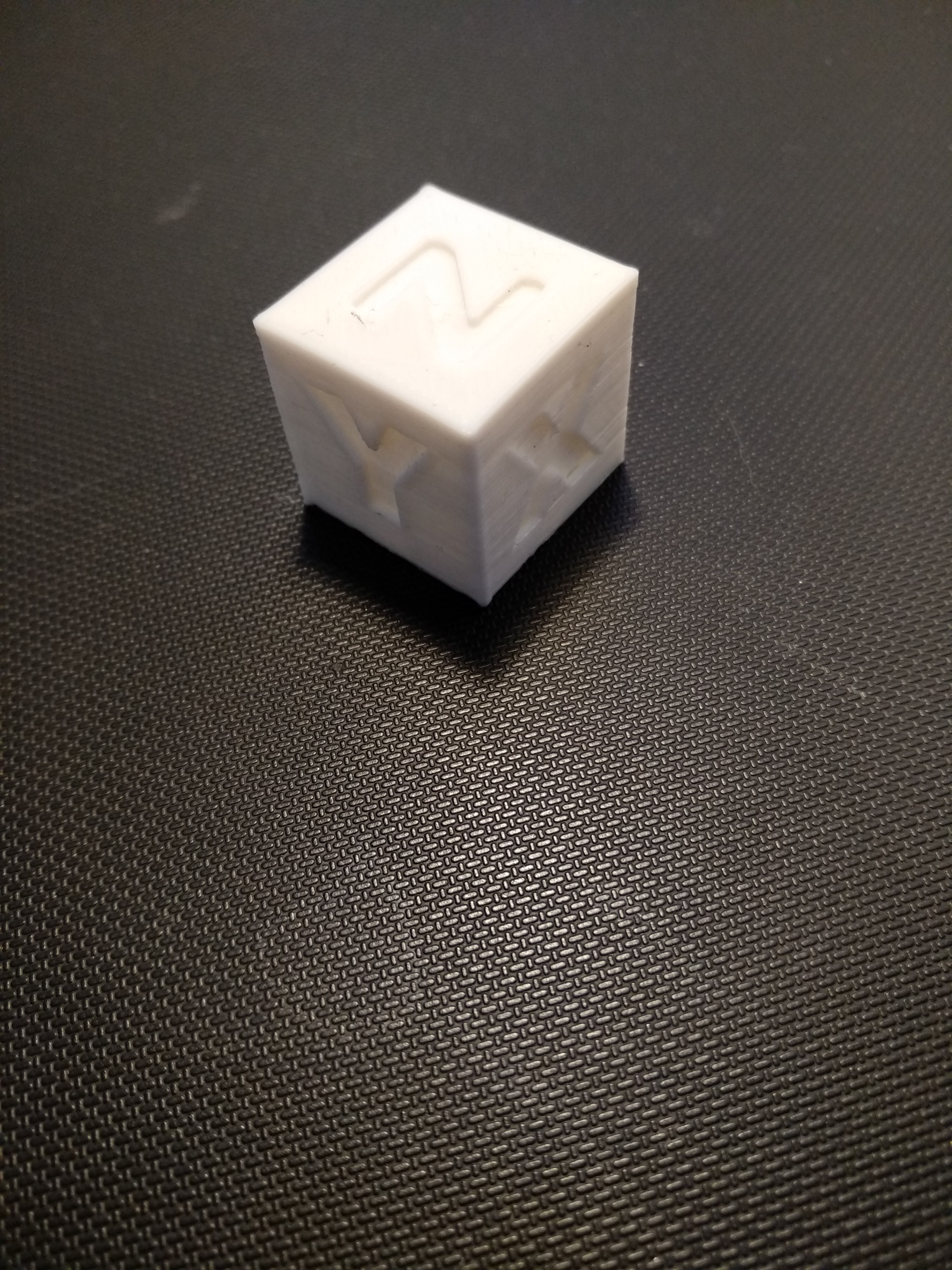
En primer lugar, imprimí un cubo de calibración de 20mm de lado para comprobar que los ejes estaban correctamente calibrados. Los resultados fueron bueno, y las medidas lo bastante buenas (menos de 0.1mm de error en los ejes X y Z, y unos 0.5mm de más en el eje Y. Tal vez más adelante me ponga con el ajuste fino de estos ejes, pero por ahora son lo suficiente buenos para mí.
Llegados a este momento, y tras consultar tanto la información disponible en la red como los consejos del grupo de Telegram de la Anycubic 4Max Pro, me vi en la necesidad de comenzar a ajustar los parámetros mediante ensayo y error.
La máquina es una impresora FDM Anycubic 4Max Pro con apenas 2h de funcionamiento. El extrusor es directo. Las especificaciones del modelo de extrusor y hot end las desconozco en estos momentos.
Para las pruebas elegí una pieza de calibración muy pequeña, en concreto ésta, obra del usuario Glyn, publicada en Thingiverse.
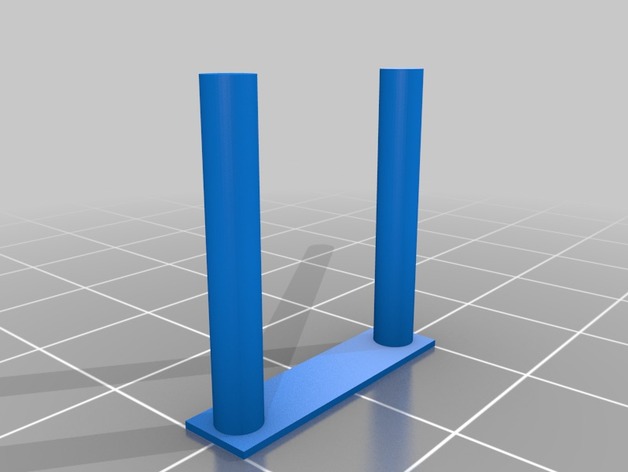
La gente que diseña piezas de calibración a menudo son usuarios expertos que apenas las van a utilizar más que en contadas ocasiones, además de que la información que proporciona la pieza les lleva a calibrarla perfectamente sin apenas necesitar pruebas. Sin embargo, un novato tiene que hacer muchas pruebas hasta encontrar la solución a un problema, y que cada calibración cueste media hora o más es algo poco realista. Esta pieza sirve para ver los progresos rápidamente.
El material utilizado es PLA INGEO color blanco de la empresa Leon3D. Su temperatura de utilización según el fabricante es de 200-220ºC.
Hice diez pruebas cambiando progresivamente los siguientes parámetros: distancia de retracción, velocidad de retracción y temperatura de impresión. Los valores de inicio que llevaba la máquina eran 6mm de distancia y 75mm/s de retracción.
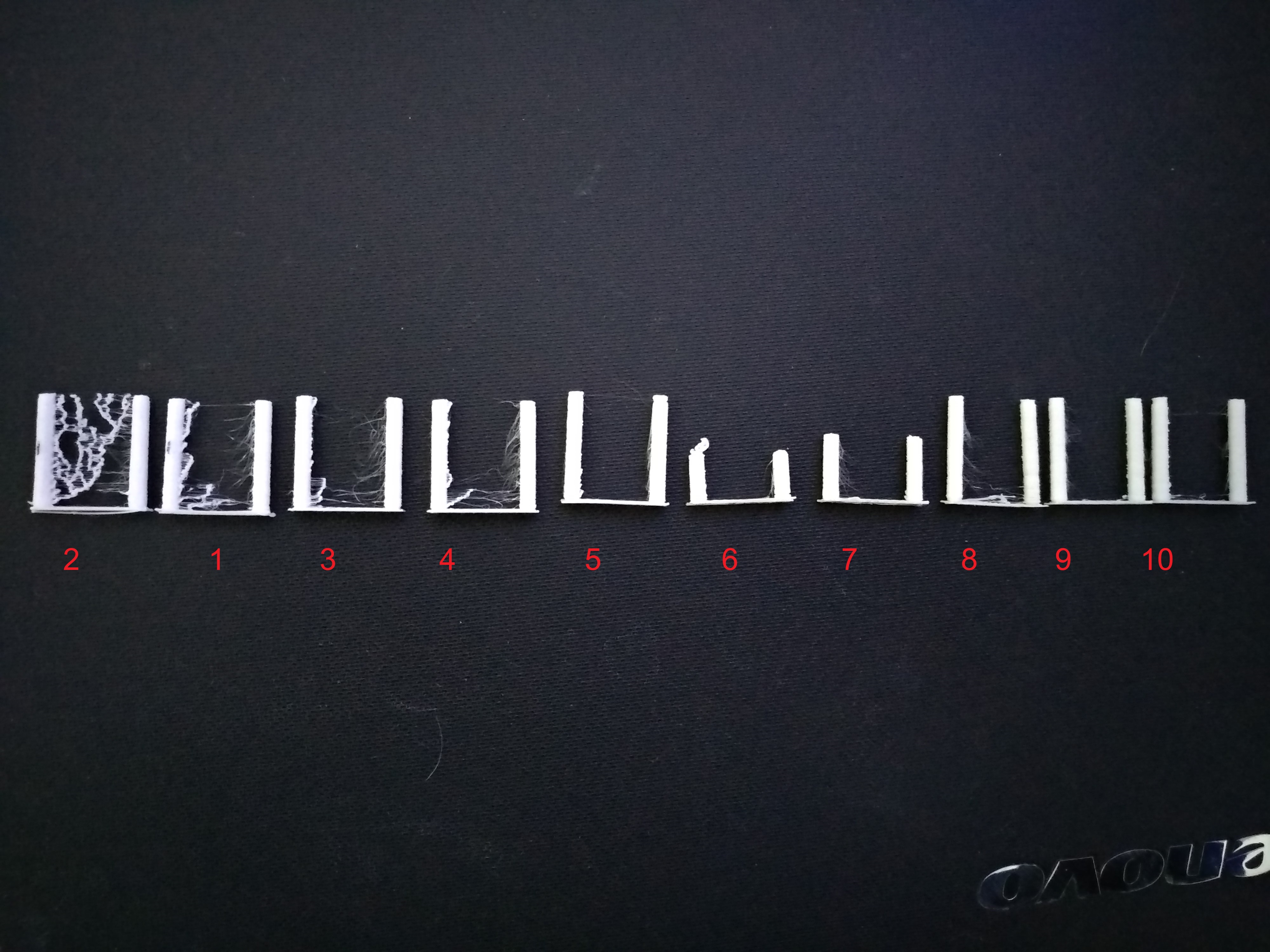
Las pruebas fueron:
01_stringing_test_4-30-215 Parámetros sugeridos por otros usuarios.
02_stringing_test_2-30-215 Bajada de retracción. Empeora sensiblemente.
03_stringing_test_6-30-215 Aumento de retracción. Mejora un poco.
04_stringing_test_6-60-215 Aumento de velocidad. No se aprecia mejora.
05_stringing_test_8-30-212 Aumento de retracción y bajada de temperatura. Mejora el string pero se reduce la calidad de impresión.
06_stringing_test_9-30-213 Aumento de retracción y temperatura. Fallo de extrusión a mitad de impresión.
07_stringing_test_9-30-215 Aumento de temperatura. Sigue fallando la extrusión.
08_stringing_test_8-35-215 Bajada de retracción y aumento de velocidad. La extrusión mejora pero la pieza tiene deformaciones.
09_stringing_test_8-30-213+210 Bajada de velocidad, temperatura y aumento de temperatura de inicio. Resultados aceptables pero la base presenta defectos de impresión (no se aprecia en la foto).
10_stringing_test_8-30-215+215 Resultado final aceptable aunque persiste el stringing.
En el nombre de la prueba, la primera cifra es la distancia de retracción, la segunda la velocidad, la tercera la temperatura y donde hay una cuarta es porque detecté falta de extrusión en las primeras capas y configuré la temperatura inicial para garantizar que empieza a la temperatura de trabajo (estaba inicialmente 15ºC por debajo de la temperatura).
Resultados
La primera conclusión que se extrae de la prueba es que aumentar la velocidad de retracción no mejora significativamente los resultados.
Por otra parte, un aumento de la distancia de retracción más allá de 8mm provocó fallos de falta de extrusión, y las piezas quedaron incompletas.
Los parámetros finales con los que he decidido trabajar son 8mm de distancia de extrusión y 30mm/s de velocidad de extrusión (la velocidad de impresión era de 60mm/s, pero desconozco si hay relación entre ambos parámetros). Es importante recordar que al igual que los parámetros de temperatura dependen del material en concreto, los parámetros de retracción también pueden estar relacionados con la máquina, así que no se pueden trasladar a otro tipo de máquinas con absoluta seguridad. Utiliza esta información como orientación y realiza tus propias pruebas.
Siguientes pasos
El siguiente paso consistirá en comprobar los cambios con otros materiales, calibrar la extrusión mejor y un ajuste más fino de las velocidades. Si tienes alguna idea que aportar ponla en los comentarios.
Referencias:
https://ultimaker.com/en/resources/52667-material
Leave a Reply